

-
高性能パルスノズルを使用
-
高度なシミュレーション技術
-
離型剤使用量削減
-
エアブロー時間短縮
-
サイクルタイム短縮
-
環境改善
-
現地生準作業の短縮
-
油性、水溶性希釈、水溶性原液等の離型剤で使用可能
-
150t~3500tクラスのダイカストマシンで実績あり
-
国内外の自動車メーカー、サプライヤメーカーに300台以上を納入

高性能パルスノズル
ノズル内部にソレノイドバルブを持つことで従来にはなかった高応答性を実現
パルス塗布による外冷効率アップ
(ライデンフロスト効果抑制)
水溶性離型剤の場合、従来のような連続スプレー方式では噴霧開始からしばらくの間は、金型表面が高温のため、ライデンフロスト現象により離型剤がはじかれてしまいます。その後、離型剤の大量噴霧によって金型が表面の温度が濡れ温度以下まで下がった時点から、離型剤の水分が蒸発し、油分が金型表面に付着して被膜が作られます。そのため、金型表面に付着しない無駄な離型剤が多く発生します。
しかしパルス塗布の場合は、噴霧をおこなう工程とエアーだけを吹き付ける工程を高速で繰り返します。この時エアーを吹き付ける工程での水分の蒸発による冷却効果が高いため噴霧開始からすぐに油分が金型表面に付着し少量の離型剤で確実に被膜を作ることができます。
社内パルス塗布評価結果
スプレーパターンを変えた時、型温度やスプレー量にどのような変化があるか社内テストを実施しました。Ecoshot間欠スプレーの場合、飛散量・液ダレが大幅に減少し、より高い断熱効果が確認されました。

A
B

A
B

A
B

A
B
TP設定温度: 300℃
定常スプレー
EcoShot 間欠
スプレー①
EcoShot 間欠
スプレー②
型温度
A…309.88℃
B…311.29℃
スプレー終了1秒後
A…261.99℃
B…272.01℃
スプレー終了1秒後
A…253.34℃
B…273.73℃
スプレー終了1秒後
A…232.23℃
B…253.93℃
総サイクル
3.5 sec.
3.5 sec.
3.5 sec.
スプレー時間
吐出…3.5 sec.
待機…なし
吐出…0.5 sec. x 4回
待機…0.5 sec. x 3回
吐出…0.25 sec. x 7回
待機…0.25 sec. x 7回
スプレー量
42cc
24cc
21cc
考 察
液ダレが非常に多く、跳ね返りによる飛散も多い
定常に比べ飛散量、液ダレともに減少。約半分の離型剤で定常スプレー以上の脱熱が得られた
飛散量、液ダレともに大幅に減少。より高い脱熱効果が確認された
結 果
飛散 ・・・多
液ダレ・・・多
気化 ・・・少
飛散 ・・・少
液ダレ・・・少
気化 ・・・多
飛散 ・・・極少
液ダレ・・・極少
気化 ・・・より多
RB動作への追従性
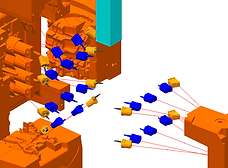
最小0.01sでのパルス塗布が可能なことで、塗斑のない、RB速度に追従した塗布を可能としています。
また、従来のノズルではどうしてもノズルの応答性が悪く、RBポイントの開始位置、停止位置に対して実際の塗布開始、停止が遅れてしまい、狙ったポイントに対して塗布出来ていなかったということがありますが、弊社ノズルではそういったこともありません。
膜厚が厚い
高性能パルスノズル使用:0.01s間隔での塗布パターン

塗ムラ:無し
高性能パルスノズル使用:0.05s間隔での塗布パターン

塗ムラ:少

従来パルスノズル使用:0.5s間隔での塗布パターン
塗ムラ:大
全く塗れていない
膜厚が薄い

500msec
エアPA式
従来システム
圧力立上り

500msec
エアPA式
圧力立下り

遅れて吐出
遅れて停止

パルス式
10msec
EcoShot 技術
圧力立上り

パルス式
10msec
圧力立下り

吐出しながら移動
吐出なしで移動
液だれレス、ノズル詰まりの低減
ノズル内部にソレノイドバルブがあることで、従来のように配管内に残った液が垂れてくるといった煩わしがありません。
また、一瞬早くミキシングエアーを出し、吹き終わりも最後にミキシングエアーを止めることで、ノズル先端の洗浄効果も持たせています。
塗布開始
塗布中
停止
エアー
離型剤用
コイル
エアー用コイル
離型剤が吐出する
10msec前にエアーを出す
エアー+離型剤
エアーのみ


離型剤
離型剤の吐出を停止した後
10msec後にエアーを止める
エアーのみ

バルブスタンド、配管取回しの省スペース化
ノズル内部にソレノイドバルブを持つことで、従来のノズルのように、個別にミキシングエアー、パイロットエアー、離型剤のホースをバルブスタンドから這わす必要がありません。ミキシングエアーと離型剤の系統を各1本でRB先端まで這わせ、そこからマニホールドを介して分岐するだけで、各ノズルを個別に吐出することが可能です。
従来(配管長が長く応答性が遅い)
.png)
配管内にエアーが充填
(圧力上昇)
開閉バルブ
ON
ロボット
ノズル
スプレーカセット
離型剤圧送装置
ノズル
EcoShot 技術(ノズル開閉応答時間を超短縮)
.png)
ON
バルブ内臓ノズル
電気制御
(多芯ケーブル1本)
吐出停止中
吐出中
OFF
バリエーションの豊富さ
本体部分は共通で先端のパーツを交換するだけで噴霧角や流量を変更することが出来ます。
多様な離型剤で実績あり
油性、水溶性希釈、水溶性原液などの離型剤で実績があり、また、水溶性と油性を組み合わせたハイブリッドシステムの構築も可能です。
従来スプレーの様に必要以上に金型を冷却することが無いので金型へのダメージも低減します。
金型へのダメージが少ない

シミュレーション
エンビジョンを使っての事前シミュレーション
-
最適なノズル配置、スプレー動作の提案
-
製作前に動作の作りこみが可能
-
サイクルタイム、1サイクル流量を事前に把握
-
現地での生産準備期間の短縮
-
スプレー塗布マップやスプレーポイント工作図を用いて品質管理の見える化が可能

最適な
ノズル配置
スプレー動作の
提案


スプレー塗布
マップ
ロボット作業
シミュレーション
レーザー補正治具
レーザー補正を実施することで、シミュレーション動作の現地での再現性向上が可能です。
-
補正値の算出
-
実際現地ではどうしても据付誤差が生じてしまう
-
現地ロボットに測定治具を持たせてシミュレーションとの誤差値を補正値として導き出す
-
据付誤差補正値を算出し反映することによりシミュレーションとの誤差±2mmを再現可能
-
立ち上げ期間1/3

保証値±2㎜
レーザー補正治具
生産性向上への貢献
一般的にカセットの汎用性と塗布時間による生産性には背反があります。これはロボット動作量とノズル配置本数の概念図です。生産性を良くしようとするとロボット動作量を少なくしノズル配置本数が増える傾向になり、汎用性が悪くなります。そして、汎用性を良くしようすると、ノズル配置本数が少なくなり、ロボット動作量を多くする傾向となり、生産性が悪くなります。
そこで、背反する2つの条件をお客様ニーズに合わせて弊社では個別制御できるノズルを開発し、シミュレーションを活用して、金型3Dデータを取りこみロボット動作や塗布量を検証し、各ノズルの流量値や、金型形状に対し塗布できているかできていないかを確認できる膜厚解析を行い、お客様が最適な生産性を事前検討・検証できるデータを提供しております。

悪 生産性 良
良 汎用性 悪
ロボット動作量
ノズル配置本数
少
多
少
多

メリット
離型剤使用量の削減
-
高性能パルスノズルと事前シミュレーションを用いることで、油性、水溶性原液は無駄なく極限まで薄く塗布することが可能
-
水溶性希釈液は高効率での脱熱効果、高温部のみへの集中的な塗布が可能
サイクルタイム短縮
-
シミュレーションにより最適化されたノズル配置、RB動作によるサイクル短縮
-
必要最低限の塗布による液伸ばしブローの短縮
環境改善
-
従来スプレーのような過剰な塗布が無いので、大量の廃液を処理する必要がない
-
大気中に拡散される離型剤量も低減されるので作業環境も向上
従来方式
パルススプレー
方式
スプレー工程
-
ロボット基本動作
-
バリ飛ばしブロー
-
固定スプレー
-
可動スプレー
-
液伸ばしブロー
固定と可動スプレーを同時に制御する
.png)
1
2
3
4
5
1
2
3 + 4
5
1
1
スプレーサイクル時間
スプレーサイクル時間